
Laser Cladding Technology
레이저 클래딩
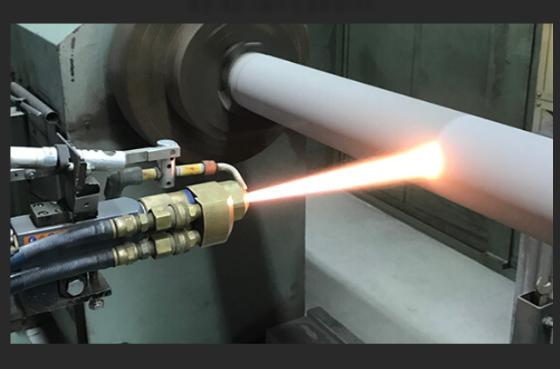
레이저 클래딩(Laser Cladding) 기술은 DED(Directed Energy Deposition) 공정의 대표 기술로서 고출력 레이저 빔을 금속 분말 또는 와이어를 모재(기판) 표면에 국부적으로 용융시켜 내마모성, 내식성, 내열성 등의 기능성 합금층을 형성하여 고가의 설비, 부품의 품질 향상 및 수명을 연장하여 원가를 줄일 수 있는 첨단 정밀 표면 개질 기술입니다.
BACKGROUND
기술 발전 배경
산업현장의 기계 부품 및 설비 보호 및 품질, 수명연장을 위하여 용사코팅, 하드페이싱, 서브머지드 아크용접, PTA 등의 표면처리 기술 공정을 사용하고 있으며 고부하 환경 사용 시 열 변형, 균열, 표면조직의 변화, 기계적 접착부의 박리, 코팅층의 품질 불균일성 등 문제가 지속적으로 발생하여 이를 보완하는 지속적인 소재 개발이 이루어지고 있으며 최근에 Laser Cladding 기술이 개발되어 이들 공정의 문제점을 해결하여 지속적인 기술개발 및 표면처리 기술로 각광을 받고 있습니다.
용사코팅
Thermal Spray Coating

PTA
Plasma Transferred Arc Welding

서브머지드 아크용접
Submerged Arc Welding
PROCESS
설비 구성 및 공정 순서
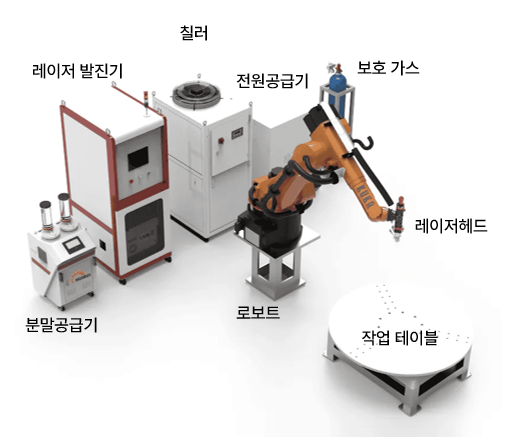
레이저클래딩 설비 구성도
공정 순서
공정조건 파악, 설비 예열
작업 전 공정 조건 확인 및 장비 예열
분말 준비, 보호가스 공급 (Ar, N₂)
클래딩 분말 장착 및 보호가스 라인 연결
모재예열, 레이저광 조사, 분말 및
모재 용융 합금층 형성
레이저빔으로 모재 표면에 합금
피막 형성
용융 육성층 응력제거 후열처리,
후공정 이동
잔류응력 제거를 위한 후열처리 진행
연마 및 절단 형상 가공, 치수 확인
최종 치수 가공 및 품질 검사
COMPARISON
표면처리 기술 종류별 비교
표면처리(Surface Treatment)는 부품의 내마모, 내식, 내열, 진동, 충격, 피로수명 등을 향상시켜 금속표면의 성질을 변화시키는 기술입니다.
| 공정 | 내마모성능 | 코팅 두께 | 수명 | 접착력 | 비용 | 적용 분야 |
|---|---|---|---|---|---|---|
| 레이저 클래딩 | 매우높음 | 조절가능 (0.1~10mm) |
2~10 | 매우높음 | 높음 | 고가정밀부품, 회전체 |
| PTA | 높음 | 두꺼움 (1~10mm) |
2~4 | 높음 | 중간 | 롤러, 밸브, 내열부품 |
| 하드페이싱 | 높음 | 두꺼움 (5~20mm) |
2~4 | 높음 | 낮음 | 대형 구조물 |
| HVOF/HVAF | 보통 | 얇음 (50~300μm) |
1 | 낮음 | 중간~높음 | 회전체, 내마모 코팅 |
| Arc Spray | 보통 | 얇음 (50~1,000μm) |
1 | 낮음 | 가장 낮음 | 대면적·비정밀 코팅 |
FEATURES
기술 필요성
마모·부식에 강한
고기능 표면 형성
내마모성 합금, 세라믹 복합재 등 국부적 용접육성을 통한 핵심 부위의 수명 향상. 전체 소재를 고가의 재료로 만들지 않고 비용 효율적인 성능 개선 가능
열변형이 적고
정밀한 제어 가능
고에너지 레이저빔의 국소 열원으로 주변부 손상 없이 정밀한 제어 가능. 기존 용접 대비 열 영향부(HAZ)가 작아 뒤틀림이나 크랙 발생이 적음
다양한 소재
조합 가능
탄소강의 일반소재에 스테인리스, 코발트계 합금, 세라믹 강화재(WC) 등 적용 가능. 분말, 와이어 등 다양한 형태의 클래딩 재료를 사용할 수 있어 공정 유연성이 뛰어남
| 항목 | 설명 |
|---|---|
| 정밀 제어 가능 | 레이저 파워, 스캔 속도, 클래딩 두께를 μm 단위로 제어 가능 |
| 열영향부(HAZ)가 작음 | 빠른 가열/냉각 덕분에 기재 소재 손상이 최소화됨 |
| 강한 계면 접착력 | 용융에 의한 메탈-메탈 본딩으로 접착 강도가 매우 우수 |
| 균일한 층 형성 | 고속 스캔 및 자동화로 두께와 조성의 일관성 확보 |
| 다양한 재료 적용 | Ni, Co, Fe 기반 분말 외에도 세라믹 혼합, WC 등도 적용 가능 |
| 기존 부품 수명 연장 | 마모, 부식, 열화된 부품을 재생 가능 → 유지보수 비용 절감 |
EQUIPMENT
미르테크 레이저 클래딩 설비 현황



장비 사양
- Laser Source Fiber Laser 12kw (Max)
- Powder Feeder Continuous Feeder
- Cladding Head Round Spot, Wide Spot
- Robot Control KUKA (KR 20)
- Cylinder Rotary Ø630 x 6,000mm 15Ton
- Rotary Table Ø1500mm, 1ton
- Working Power 380V/60Hz
- Water Chiller 120L/min, 4bar
- Protective Gas STS 304 Pipe (Ar, N2)
- Preheating 700x1,200x250H (Max 700℃)
APPLICATION